Sentrumaandrywingdraaibank vir as

Ontleding van motorastegnologie

Motor-as
Die asse met wiele aan beide kante van die onderstel (raam) word gesamentlik na verwys as motorasse, en die asse met dryfvermoë word gewoonlik asse genoem. Die belangrikste verskil tussen die twee is of daar 'n aandrywing in die middel van die as (as) is. In hierdie vraestel word die motoras met die aandryfeenheid die motoras genoem, en die voertuig sonder die aandrywing word die motoras genoem om die verskil te wys.
Met die toenemende vraag na logistiek en vervoer, word die superioriteit van motorasse, veral sleepwaens en opleggers, in professionele vervoer en spesiale bedrywighede meer en meer duidelik, en die markaanvraag het aansienlik toegeneem.
Hierdie tegnologie ontleed die bewerkingsproses van die as, hoop om kliënte te help om meer geskikte CNC-masjien te kies.


Motoras klassifikasie:
Die tipe asse verskil volgens die remtipe, en word verdeel in: skyfrem-asse, dromrem-asse, ens.
Volgens die grootte van die as-deursneestruktuur word dit verdeel in: Amerikaanse as, Duitse as; ens.
Volgens die vorm en struktuur word dit verdeel in:
die geheel: soliede vierkantbuis-as, hol vierkantbuis-as, hol ronde as;
gesplete liggaam: askop + hol-as buis sweiswerk.
Van die verwerkingsinhoud van die as word die soliede en hol asse verwant aan die keuse van verwerkingstoerusting.
Die volgende is die ontleding van die produksieproses van die hele as (ook verdeel in soliede en hol; vierkantige buis en ronde buis), en gesplete as (soliede en hol as kop + hol as buis sweiswerk), In die besonder, die bewerkingsproses word ontleed om die meer geskikte masjien beter te kies.
Produksieproses en masjien vir motorasse:
1. Die tradisionele produksieproses van die algehele as:

Uit die bogenoemde asproduksieproses is ten minste drie soorte masjiengereedskap nodig om die bewerking te voltooi: freesmasjien of dubbelsydige boormasjien, CNC-draaibank, boor- en freesmasjien, en CNC-draaibank moet omgedraai word (sommige kliënte het gekose dubbelkop CNC draaibank). Met betrekking tot draadverwerking, as die asdeursnee geblus is, word dit na blus verwerk; as daar geen blus is nie, word dit in OP2 en OP3 verwerk, en die OP4 en OP5 volgorde masjiengereedskap word weggelaat.

Van die nuwe produksieproses, die freesmasjien wat gebruik word vir bewerking (soliede as) of dubbelsydige boormasjien (hol as) plus CNC-draaibank, tradisionele OP1 frees, OP2, OP3 draaivolgorde, en selfs OP5 boor en frees Dit kan vervang word deur die dubbele CNC draaibank OP1.
Vir soliede asse waar die asdeursnee nie blus verg nie, kan al die bewerkingsinhoud in een opstelling voltooi word, insluitend die maal van sleutelgroewe en die boor van radiale gate. Vir hol asse waar die as-deursnee nie blus vereis nie, kan die outomatiese omskakeling-klemstandaard in die masjiengereedskap gerealiseer word, en die bewerkingsinhoud kan deur een masjiengereedskap voltooi word.
Kies spesiale CNC-draaibanke met dubbele as om die asse te bewerk, verkort die bewerkingsroete aansienlik, en die tipe en hoeveelheid geselekteerde masjiengereedskap sal ook verminder word.
3. Vervaardigingsproses van gesplete as:

Uit die bogenoemde proses kan die verwerkingstoerusting van die asbuis voor sweiswerk ook as 'n dubbele CNC-draaibank gekies word. Vir die verwerking van die as na sweiswerk, moet die spesiale CNC-draaibank vir dubbele-asse die eerste keuse wees: gelyktydige verwerking aan albei kante, hoë verwerkingsdoeltreffendheid en goeie bewerkingsakkuraatheid. As die spiebaan en radiale gat aan albei punte van die as gemasjineer moet word, kan die masjien ook toegerus word met 'n kraggereedskaphouer om die daaropvolgende spiebaan en radiale gat saam te verwerk.
4. Die voordeel en kenmerk van die nuwe proses seleksie masjien:
1) Konsentrasie van die proses, die vermindering van die tye van werkstukklem, die vermindering van die hulpverwerkingstyd, die gebruik van die gelyktydige verwerkingstegnologie aan beide kante, die produksiedoeltreffendheid word aansienlik verbeter.
2) Eenmalige klem, gelyktydige verwerking aan beide kante verbeter die bewerking akkuraatheid en koaksialiteit van die as.
3) Verkort die produksieproses, verminder die omset van onderdele op die produksieterrein, verbeter die doeltreffendheid van die gebruik van die terrein, en help om die organisasie en bestuur van produksie te verbeter.
4) As gevolg van die gebruik van hoë-doeltreffende verwerkingstoerusting, kan dit toegerus word met laai- en aflaaitoestelle en bergingstoestelle om ten volle outomatiese produksie te bereik en arbeidskoste te verminder.
5) Die werkstuk word in die tussenposisie vasgeklem, die klem is betroubaar, en die wringkrag wat benodig word vir die sny van die masjiengereedskap is voldoende, en die groot hoeveelheid draai kan uitgevoer word.
6) Die masjiengereedskap kan toegerus word met outomatiese opsporingstoestel, veral vir die hol as, wat die eenvormige dikte van die as na bewerking kan verseker.
7) Vir hol asse, wanneer die binneste gate aan beide kante van die OP1-volgorder klaar is, sal die tradisionele klant een kant gebruik om die klem op te lig en die ander kant om die stertstok te gebruik om die werkstuk vas te trek vir draai, maar die grootte van die binneste gat is anders. Vir die kleiner binneste gaatjie is die styfheid van die vasdraaier onvoldoende, die boonste draaimoment is onvoldoende en doeltreffende snywerk kan nie voltooi word nie.。
Vir die nuwe dubbelvlakdraaibank, die hol as, wanneer die binnegate aan albei kante van die voertuig klaar is, skakel die masjien outomaties die klemmodus oor: die twee ente word gebruik om die werkstuk vas te trek, en die middelste aandrywing laat die werkstuk dryf wringkrag oor te dra.
8) Die kop met ingeboude hidrouliese klemwerkstuk kan in die Z-rigting van die masjien geskuif word. Die kliënt kan die posisie in die middel vierkantige buis (ronde buis), die onderste plaat posisie en die as deursnee posisie van die as hou soos nodig.
5. Gevolgtrekking:
In die lig van die bogenoemde situasie, het die gebruik van dubbelpunt-CNC-draaibanke om motor-asse te masjineer aansienlike voordele bo tradisionele prosesse. Dit is 'n gevorderde vervaardigingstegnologie wat tradisionele masjiengereedskap kan vervang in terme van produksieproses en masjienstruktuur.
Die middelste gedeelte van
6.Axle kliënt geval

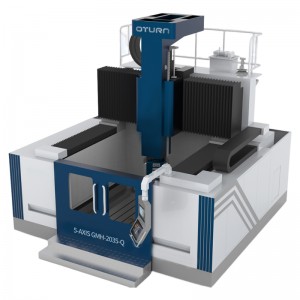
Spesiale dubbele-as CNC draaibank Inleiding
Asverwerkingsreeks: ∮50-200mm, □50-150mm, verwerkingslengte: 1000-2800mm
Masjienstruktuur en prestasie-inleiding
Die masjiengereedskap gebruik 'n 45° skuins beduitleg, wat goeie styfheid en maklike spaan-ontruiming het. Die kopstok met tussenaandrywing-klemfunksie is in die middel van die bed gerangskik, en die twee gereedskaphouers is aan beide kante van die spilkas gerangskik. Die minimum klemlengte van die masjien is 1200mm en die maksimum bewerkingslengte is 2800mm. Die rolgeleider word aangeneem, en elke servo-toevoeras neem 'n hoë-dempte balskroef aan, en die elastiese koppeling is direk gekoppel, en die geraas is laag, die posisioneringsakkuraatheid en die herhaalde posisionering akkuraatheid is hoog.
■Die masjien is toegerus met 'n tweekanaalbeheerstelsel. Die twee gereedskaphouers kan gelyktydig of afsonderlik aan die spil gekoppel word om gelyktydige of opeenvolgende bewerking van die twee ente van die onderdeel te voltooi.
■Die masjien is toegerus met 'n dubbele kop. Die hoofkop is in die middel van die bed vasgemaak, en die servomotor verskaf krag aan die hoofas deur die tandband. Die sub-spilkas is op die onderste geleiderail van die masjiengereedskap geïnstalleer, koaksiaal met die hoofspilkas, en kan aksiaal deur die servomotor beweeg word om die laai en aflaai van onderdele te vergemaklik, en dit is gerieflik om verskillende klemme aan te pas. posisies. Wanneer onderdele gemasjineer word, is die sub-spilbasis aan die masjienreling gesluit. Die koaksiale akkuraatheid van die twee kopstokke word gewaarborg deur die vervaardigingsproses, wat lei tot 'n hoër mate van konsentrisiteit van die gemasjineerde onderdele.


■Die Headstock integreer die spilstelsel, die armatuur en die olieverspreidingstelsel, en het 'n kompakte struktuur en betroubare werking. Die spesifieke klemdeursnee en die breedte van die kop word deur die klant se asonderdele bepaal.
Die hoofkop word vertraag deur twee stadiums van band en rat, wat die spil in staat stel om 'n groot wringkrag te lewer. 'n Klem word onderskeidelik aan die linkerkant van die hoofkop en die regterkant van die sub-kopstok geïnstalleer om die vasklem van die dele te realiseer. Wanneer die hoofkop die onderdele dryf om te draai, roteer die sub-kopklemklemdele saam met die hoofkop.



Die armatuur is toegerus met drie radiale silinders (vier radiale silinders as beide die ronde materiaal en die vierkantige materiaal vasgeklem is), die suier word heen en weer beweeg deur die hidrouliese druk, en die kloue word aan die einde van die suier geïnstalleer om die self- sentrering van die dele. Klem vas. Dit is vinnig en maklik om die kloue te verander wanneer die dele verander word. Die klemkrag word aangepas deur die hidrouliese stelsel se hidrouliese druk. Wanneer die onderdeel gemasjineer word, draai die klem saam met die hoofas, en die olieverspreidingstelsel verskaf olie aan die klem, sodat die klem voldoende klemkrag het tydens rotasie. Die klem het die voordele van groot klemkrag en groot klouslag.
■Om die probleem van eenvormige wanddikte op te los na die kliënt se hol-as-bewerking, kan die masjien toegerus word met 'n outomatiese werkstuk-inspeksie-toestel. Nadat die asklem voltooi is, bespeur die werkstuk outomaties dat die sonde uitsteek en meet die posisie van die werkstuk; nadat die meting voltooi is, trek die toestel terug in die geslote ruimte.


Vir verskillende bewerkingsprosesse van hol asse, as die laerposisie as die klemverwysing gebruik word, kan die masjienstruktuur met outomatiese klem en klem gekies word, en die programmeerbare agterkop word aan beide kante van die hoof- en hulpspilkoppe voorsien om te voldoen aan die vereistes van een masjien. Daar word verwag om die verwerking van twee stappe op 'n slag te voltooi. Terselfdertyd maak dit ook dat die onderdele van die outomatiese laai en aflaai meer en beter keuses het.
■Die linker- en regtergereedskaphouers kan toegerus word met gewone roterende gereedskaphouers of kragtorings. Hulle het boor- en freesfunksies, wat die boor en frees van sleutelonderdele kan voltooi.
■Die masjiengereedskap is volledig toegemaak en toegerus met outomatiese smeertoestel en outomatiese skyfieverwyderingstoestel (voor). Dit het goeie beskermingsprestasie, pragtige voorkoms, maklike werking en gerieflike onderhoud.
■Die detail masjienspesifikasies en konfigurasies word bepaal volgens die asvereistes en klantvereistes, en sal nie hier herhaal word nie.



Dankie vir jou aandag!